 Ask an Engineer
Ask an EngineerChoosing stepper- or servo-driven actuators to replace air cylinders

Introduction
Pneumatic (air) cylinders are widely used in industrial automation due to their low per-axis cost and high-speed/force capabilities. They have a long history of being popular workhorses in the automation industry. However, there are many reasons to use electric actuators in place of air cylinders: reduced machine downtime, reduced energy consumption, increased precision and increased speed. In addition, electric actuators can be powered by servo or stepper motors in conjunction with a control device to provide linear motion.
This paper will focus on the advantages electric linear actuators can provide over pneumatics, along with the advantages and limitations of using servo or stepper motor technologies to produce linear motion.
Advantages of electric linear actuators
Reduced downtime
Electric linear actuators (whether screw or belt driven) are very low maintenance. Re-greasing may be the only regular maintenance necessary, and many screw-driven models are lubricated for the life of the actuator.
Electric actuators commonly use stepper motors or brushless DC (BLDC) servo motors to generate torque. Because both motors are brushless, there is no contact between the rotor and stator other than the load bearings. This eliminates motor maintenance and allows the motor life to equal the life of the bearings.
An air cylinder, on the other hand, must be taken out of service regularly to be rebuilt or replaced. At full duty-cycle operation, pneumatic cylinders may need rebuilding or replacing as often as once per month, depending on the cylinder style. Rebuilding includes cleaning; inspecting worn or scratched items; replacing seals, cushions and bushings; and reapplying grease. Air leaks in lines and fittings must also be identified and repaired. Such maintenance requires several hours of downtime, which increases costs due to lost production.
Reduced energy consumption
The “green machine” trend of energy savings pushes manufacturers to think about energy use over time. Servo-driven electric linear actuators consume only the energy required to perform the programmed motion. When idle, little energy is consumed.
A stepper motor may run at 100 percent of its rated current during a motion and have a substantial steady-state holding current as well. This holding current can waste energy because it locks the rotor to a position regardless if any work is being performed. However, many stepper drivers can reduce the current to minimal levels.
Pneumatic cylinders are commonly oversized for the job because a larger bore cylinder may not cost much more. Pneumatic actuator systems consume a lot of energy when incorrectly sized to the compressor or if air leaks are not monitored and contained. Pneumatic systems are only efficient when sized correctly for the number of air cylinders in use and when the duty cycle of the application is high.
Increased precision and speed
As technology improves, engineers and end users demand more capability at lower costs. In the case of industrial automation, this means product must flow faster through production lines and meet increasingly tighter specs with minimal machine downtime and energy consumption.
Electric linear actuators can meet these demands because they offer more control over position, speed and force. High resolution feedback devices are common today and easily allow for micrometer scale precision. Advanced drive tuning can compensate for things like changing loads, inertia, and preventing mechanical resonance. Electric actuator manufacturers often provide sizing software to accurately size an electric actuator to the application and select a motor with enough torque to reach the desired speeds.
How to select a motor for an electric actuator: Choosing stepper or servo
When selecting a motor for an electric linear actuator, motor type is a major consideration. Two common motor options for electric actuators are stepper motors and BLDC servo motors, each with advantages and limitations.
Stepper motors
A stepper motor has the advantage of being controlled accurately in open-loop position control. Open-loop control means there is no feedback information needed to position the motor. This provides a cost savings over BLDC servo motors as no position feedback sensor or associated cabling is required.
The stepper motor’s position is known by the number of input pulses or steps commanded. A common stepper motor can have 1.8 degrees mechanically per step, which results in 200 steps per revolution.Manufacturers will spec a step angle accuracy of 3 to 5 percent of one step noncumulative in a typical stepper motor.
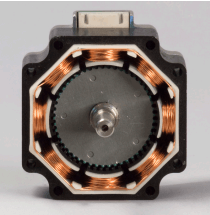
Figure 1: The many teeth inside a stepper motor.
In a stepper motor, the rotor’s many magnetic teeth (Figure 1) “lock in” or align to the electromagnetic poles in the stator created by the energized motor phases. This design gives high torque at low speed and high open-loop position accuracy. Accuracy is lost, however, if there is insufficient torque to drive the load, causing the motor to miss steps. To prevent lost steps, stepper motors running open-loop control are usually sized about 50 percent above the maximum torque required in the application. Motor resonance is a common issue with stepper motor design. Resonance can occur at a specific speed range and can result in torque loss and audible noise. Adjusting the motion profile, micro-stepping rate and load inertia can reduce resonance.
When combined with electric actuators, stepper motors offer great repeatability in applications such as camera systems that require an image capture at the same position every time. In these applications, high torque and “lock in” of the rotor to the poles, combined with 3 to 5 percent step accuracy, give very consistent results and reduce the amount of image processing required to correct for position error.
Stepper motors also have detent torque, which is torque seen at the output shaft when the motor is not energized and the shaft is rotated externally. This is helpful when the system is powered down, as the detent torque can hold the actuator’s position. In many cases, this prevents the weight of the load back driving the motor.
Servo motors
BLDC servo motors are preferred in applications with high duty cycles (compared to brush motors) because there is no motor wear from brushes. With no brushes present to commutate the motor, the motor driver is responsible for commutation.
Voltage- and current-sensing circuits, combined with encoder position feedback, allow the motor driver to precisely calculate rotor position. This also allows the driver to command currents to the motor phases, which produces optimum torque at any speed.
In a BLDC motor, there are three wiring phases in the stator. On the rotor, several pairs of permanent magnets align with alternating north and south poles. Typically, on NEMA-17 to NEMA-34 frame sizes, there are four to eight poles on the rotor (Figure 2).
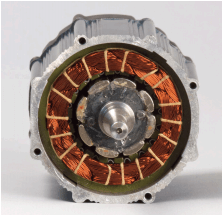
Figure 2: Inside an eight-pole BLDC motor.
Energizing the phase windings generates torque between the phase electromagnet and the magnetic poles on the rotor, causing the rotor to rotate. Adjusting the amount of current in the phase winding controls speed. More current creates more torque to accelerate the rotor and load. Usually there are control loops for current, velocity and position in the drive to help control motion. These must be tuned to meet performance criteria on each system. Tuning can affect all servo motion, including system response time, overshoot of position and velocity. This tuning requirement can make a servo motor system more complicated than a stepper motor system.
BLDC motors maintain a relatively constant torque throughout the speed range. They can also output brief periods of higher torque called “peak torque,” where current up to twice the continuous current rating is commanded. Servo-motor-powered electric linear actuators are ideal for applications requiring high speed and high thrust, as well as applications that are sensitive to torque, such as press or welding applications. Spot welding automotive parts is a good example for using servo linear actuators. The pressing force must be repeatable from weld to weld to make consistently strong welds.
Speed and torque comparison
The following graph shows the comparison of speed versus torque for a NEMA-23 stepper motor at 2 Arms current and a BLDC servo motor of equivalent physical size at 7 Arms.
The BLDC servo motor (Figure 3) holds almost constant torque through most of its speed range. It then slopes downward to zero when the speed nears the motor’s Back-EMF limit—the back voltage generated by the motor at speed nears the power supply voltage level—and can no longer produce the current needed to maintain torque. The stepper motor starts with a higher torque than the BLDC motor, even with much less motor current. However, the torque quickly drops off with increased speed. If more torque is required from the BLDC motor, then a gearbox could be added at additional cost. The graph shows torque for the same BLDC motor but with a 5:1 gearbox.
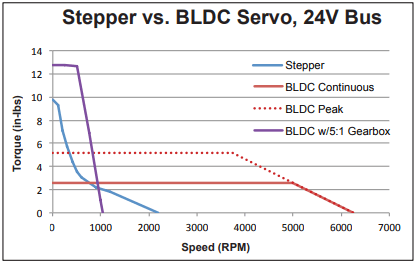
Figure 3: Speed vs. Torque comparison for a NEMA-23 Stepper Motor
Unlike stepper motors, servo-driven electric linear actuators only consume energy when they are doing work. Even then, they consume only enough energy to perform the programmed motion. When idle, they require very little energy.
Conclusion
It is not always easy to determine if, stepper or BLDC servo actuators should be used for a given application. Pneumatic cylinders are well understood and widely used due to their speed/force capabilities and low per-axis cost. Electric actuators with stepper motors offer excellent performance and lower cost for low-speed, high-torque and high-repeatability applications with open-loop control. Servo actuators perform well in higher speeds and in force-sensitive applications. Reduced machine downtime, reduced energy consumption, and increased precision and speed are factors that may influence the selection between stepper- or servo-powered electric actuators.